Piezas principales y accesorios de los compensadores metálicos
La unidad básica de toda junta de dilatación o compensador es el fuelle. Al agregar componentes y accesorios adicionales, la complejidad y la capacidad de los compensadores aumentan, lo que los hace adecuados para una amplia gama de aplicaciones y servicios.
Estos son algunos de los accesorios y componentes principales y básicos de las juntas de expansión o compensadores de dilatación:
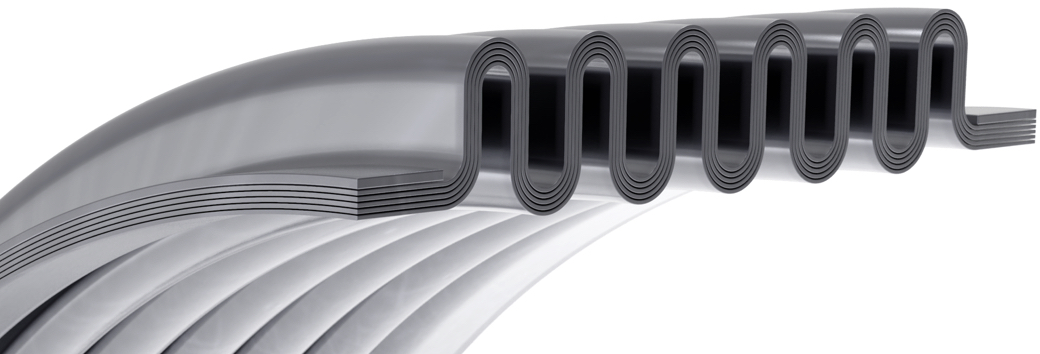
Fuelle
Un elemento flexible que consta de una o más ondas y los extremos tangentes finales sin corrugar. Los fuelles pueden ser de una o varias capas.
Extremos tangentes
Las porciones rectas no corrugadas al final del fuelle.
Conexiones
Los tipos más comunes de piezas de conexión son los extremos para soldar o las bridas. En algunos casos se utilizan extremos roscados macho o hembra.
Extremos para soldar
Son los extremos de un compensador equipado con terminales para unión soldada a equipo o tubería adyacente. Los extremos para soldar se suministran comúnmente biselados para soldadura a tope.
Extremos bridados
Son los extremos de un compensador equipado con bridas con el propósito de atornillar el compensador a la brida del equipo o tubería adyacente. Los extremos bridados se pueden suministrar fijos o giratorios.




Collar de refuerzo
Anillo de refuerzo unido al extremo tangente para refuerzo.
Collar de asistencia
Anillo colocado alrededor de las tangentes finales para facilitar la soldadura.
Aros de refuerzo y compensación
Dispositivos que encajan perfectamente en los valles de las ondas para reforzar el fuelle contra la presión interna y / o distribuir el movimiento axial por igual en ondas limitando la cantidad de movimiento de compresión por onda.


Camisa interna
Dispositivo que minimiza el contacto entre la superficie interior de los fuelles del compensador y el fluido que circula a través de él. Estos dispositivos también se denominan deflectores internos.
Se especificarán camisas internas en todos los compensadores en los siguientes casos:
- Cuando las velocidades de flujo son altas y pueden inducir vibraciones resonantes de los fuelles
- Cuando es necesario mantener las pérdidas por fricción al mínimo y se desea un flujo suave.
- Cuando existe la posibilidad de erosión, como en las líneas que transportan catalizador u otros medios abrasivos, se deben usar camisas espesor considerable. En ningún momento los fuelles relativamente delgados deben exponerse directamente a la erosión
- Cuando hay flujo inverso, se pueden requerir camisas de gran espesor, o puede ser apropiado el uso de camisas telescópicas.
- Para aplicaciones de alta temperatura para disminuir la temperatura del fuelle y permitir que el metal del fuelle retenga sus propiedades físicas superiores. El área anular entre el fuelle y el revestimiento se puede rellenar con aislamiento de fibra cerámica, o se puede instalar una purga de gas para reducir aún más la temperatura efectiva del fuelle.
Cubierta externa o funda externa
Dispositivo que se utiliza para proporcionar protección externa a los fuelles frente a objetos extraños, daños mecánicos y / o flujo externo y puede actuar como soporte para el aislamiento térmico externo.


Tirantes de operación
Dispositivos, generalmente en forma de varillas o barras, unidos al conjunto del compensador, cuya función principal es restringir continuamente el empuje generado por la presión durante el funcionamiento normal, permitiendo solamente la deflexión lateral. El movimiento angular se puede absorber solo si se utilizan dos tirantes y se ubican a 90° opuestos a la dirección de angulación.
Tirantes de control
Dispositivos, generalmente en forma de varillas o barras, unidos al conjunto del compensador, cuya función principal es distribuir el movimiento entre los dos fuelles de un compensador de dilatación universal. Las barras de control no están diseñadas para soportar el empuje generado por la presión.
Tirantes limitadores
Dispositivos, generalmente en forma de varillas o barras, unidos al conjunto del compensador, cuya función principal es restringir el rango de movimiento del fuelle (axial, lateral y angular) durante el funcionamiento normal. En el caso de un fallo en un anclaje principal, estos tirantes están diseñados para evitar la sobre extensión o sobre compresión de los fuelles mientras soportan la carga generada por la presión total y soportan las fuerzas dinámicas generadas por el fallo del anclaje.


Hinged (compensadores hinged)
Los compensadores hinged (con bisagras) incorporan un sistema de soportes articulados (un par de pasadores a través de placas de bisagra unidas a los extremos del compensador) que permiten el movimiento angular en un solo plano. Las bisagras y los pasadores de las bisagras deben estar diseñados para soportar las cargas generadas por la presión y fuerzas externas, cuando corresponda. Estas unidades no permiten el movimiento axial; sin embargo, algunos tipos de sistemas de bisagra pueden estar provistos de orificios para el pasador que están ranurados para permitir un desplazamiento axial limitado. Estos tipos de "bisagras ranuradas" no pueden restringir las fuerzas de empuje generadas por la presión y, por lo tanto, se debe proporcionar un anclaje adecuado.


Gimbal (compensadores cardan)
El sistema gimbal o cardan consta de dos pares de bisagras fijadas a un anillo flotante común.
Un anillo de cardan puede ser redondo o cuadrado. Para los aros cardan redondos se considerará el momento de torsión y para los aros cardan cuadrados se considerará la inestabilidad debida a la flexión. Los compensadores gimbal o cardan están diseñados para permitir el movimiento angular en cualquier plano y el aro del cardan, las bisagras y los pasadores están diseñados para restringir el empuje generado por la presión interna.


Pantográficos
Son dispositivos similares a unas tijeras. Una forma especial elementos de control unidos al conjunto del compensador cuya función principal es distribuir el movimiento por igual entre los dos fuelles de un compensador universal en todo su rango de movimiento. Los sistemas pantográficos, al igual que los tirantes de control, no están diseñados para restringir el empuje generado por la presión interna.